生産スケジューラ(生産計画システム)の標準的な計画ロジックとは

連載テーマ「生産スケジューラのプラグイン事例」
- Vol.1 生産スケジューラ(生産計画システム)の標準的な計画ロジックとは
- Vol.2 生産スケジューラで材料を使い切る計画ロジック
- Vol.3 生産計画システム(生産スケジューラ)Asprovaのプラグイン事例〜手直し・転用について〜
- Vol.4 生産スケジューラで実現する最適な段取り順序とは
- Vol.5 生産スケジューラ(生産計画システム)で受注生産オーダの納期を遵守する計画ロジックとは
- Vol.6 生産計画システム(生産スケジューラ)Asprovaのプラグイン事例~炉の充填率を上げる~
- Vol.7 生産計画システム(生産スケジューラ)Asprovaのプラグイン事例 ~切り替え段取を計画する~
- Vol.8 生産計画システム(生産スケジューラ)Asprovaのプラグイン事例~スリッティング工程の計画~
実現したい計画ロジックを設定し、生産スケジューラ(生産計画システム)の標準的な計画ロジックとのギャップを示しながら、どのようにプラグインを実装したのかを解説します。
なお、生産スケジューラの計画ロジックは、筆者が熟知しております「生産スケジューラAsprova」のものを引用します。
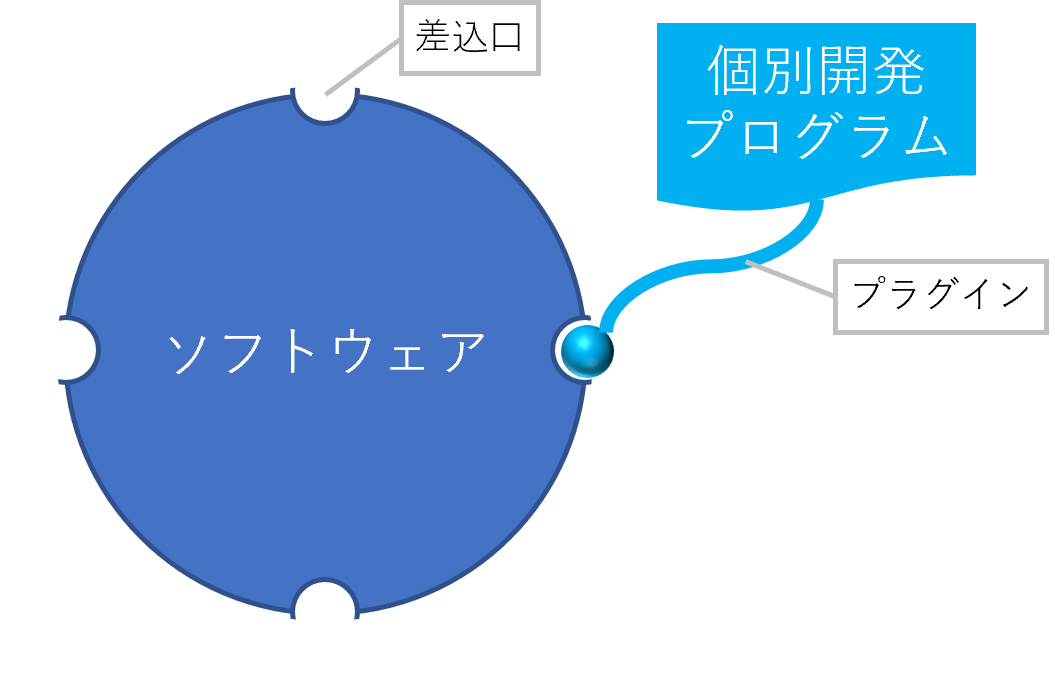
プラグインとは・・・
ソフトフェアの機能を拡張するプログラムの事です。
ソフトフェアに用意されている差込口に、個別開発したプログラムを差し込んで機能拡張します。
ソフトウェアのプログラムを直接変更する「カスタマイズ」と比べて、制限を受けずに機能を拡張できます。
生産スケジューラ(生産計画システム)に関する資料をダウンロードできます
生産スケジューラ(生産計画システム)の計画ロジックとは
生産スケジューラ(生産計画システム)のロジックは大きく3つのステップで構成されています。
- 所要量計算
- 割付け順序決定
- 割付け
所要量計算
まず、計算対象品目を決め、その品目の不足数量を計算します。
部品構成がある場合、製品側の品目から順にさかのぼってください。
計算式は下記になります。
不足数量=需要数量-供給数量
需要:「受注や内示(製品の場合)」・「従属所要(部品の場合)」・「安全在庫」
供給:「在庫」・「入荷予定(購入品の場合)」・「製造指示(内製品の場合)」
不足数量に応じて、製造オーダを作成します。
製造ロットサイズは、「ロットフォーロット」・「固定ロットサイズ」・「期間ロットサイズ」のいずれかから選択します。
割付け順序を決める
複数ある製造オーダを1件ずつ割付けるのですが、その前に割付ける順序を決定します。
- 予め設定したルールに従って、割付け順序を決める
- ルールは任意に設定できる
- 割付けの途中で、割付け順序の入れ替えはできない
割付け
割付け順序に従って、製造オーダを1件ずつ割付けます。
まず、全ての資源に仮割付けをします。
この際、ものづくりにおける様々な制約条件を守って割付けます。
- 制約条件の例:「設備能力」・「治具が余っているか」・「段取り時間」・「工程間の移動時間」
次に、仮割付け結果を評価します。
- 予め設定したルールに従って評価する
- ルールは任意に設定できる
最後に、最も評価値の高い割付け結果を正式採用します。
- 全ての製造オーダが割付くまで、「仮割付け→評価→正式採用」を繰り返す
まとめ
生産スケジューラの標準的な計画ロジックは、「所要量計算」→「割付順序決定」→「割付け」の3ステップで構成されている事を解説しました。
この3つのステップをしっかり把握しシステムを活用しましょう。
筆者
プロフィール
岩島 健裕 Takehiro Iwashima
経歴:
新卒入社後、販売管理システム導入支援(プログラマ)を2年間経験する。その後、10年以上に渡り、生産スケジューラの導入支援に携わる。現在は、導入プロジェクトのリーダとして、ユーザと実装メンバーを繋ぐ役割を担う。
得意技は、生産スケジューラの標準機能では実装できないスケジューリング要件への対応(プラグイン)。設計に留まらず、時にはプログラミングも担当する。
生産スケジューラ『Asprova』
基本ガイドブック
お困りごとがありましたら、お気軽にお問合せください。