生産計画システム(生産スケジューラ)Asprovaのプラグイン事例~炉の充填率を上げる~

連載テーマ「生産スケジューラのプラグイン事例」
- Vol.1 生産スケジューラ(生産計画システム)の標準的な計画ロジックとは
- Vol.2 生産スケジューラで材料を使い切る計画ロジック
- Vol.3 生産計画システム(生産スケジューラ)Asprovaのプラグイン事例〜手直し・転用について〜
- Vol.4 生産スケジューラで実現する最適な段取り順序とは
- Vol.5 生産スケジューラ(生産計画システム)で受注生産オーダの納期を遵守する計画ロジックとは
- Vol.6 生産計画システム(生産スケジューラ)Asprovaのプラグイン事例~炉の充填率を上げる~
- Vol.7 生産計画システム(生産スケジューラ)Asprovaのプラグイン事例 ~切り替え段取を計画する~
- Vol.8 生産計画システム(生産スケジューラ)Asprovaのプラグイン事例~スリッティング工程の計画~
本ブログでは、生産スケジューラのプラグイン事例を多数紹介いたします。
毎回、実現したい計画ロジックを設定し、生産スケジューラの標準的な計画ロジックとのギャップを示しながら、どのようにプラグインを実装したのかを解説いたします。
なお、生産スケジューラの計画ロジックは、筆者が熟知しております「生産スケジューラAsprova」のものを引用いたします。
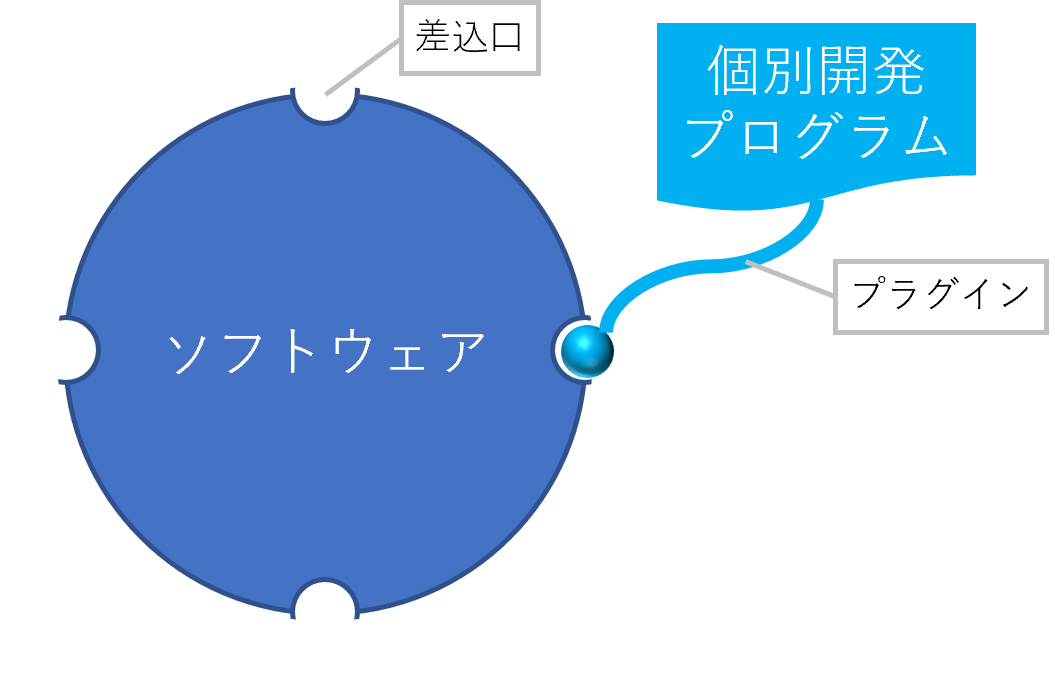
プラグインとは・・・
ソフトフェアの機能を拡張するプログラムの事です。
ソフトフェアに用意されている差込口に、個別開発したプログラムを差し込んで機能拡張します。
ソフトウェアのプログラムを直接変更する「カスタマイズ」と比べて、制限を受けずに機能を拡張できます。
生産スケジューラ(生産計画システム)に関する資料をダウンロードできます
炉の充填率を上げる
熱処理工程においては炉を使用します。
炉は、大きく2種類に分類されます。
バッチ炉 ・・・加工物を「加熱装置が付いた部屋」に入れ、一定時間加熱後に取り出す

連続炉 ・・・加工物を「加熱装置が付いたライン」に乗せ、ラインを流れている間に加熱される
今回は、バッチ炉を念頭に置いて話を進めます。
バッチ炉を使用する熱処理工程では、前工程から流れてきた加工物を炉に入れて加熱します。
ここで、前工程から加工物が1つ流れてきくるたびに、熱処理を始めてしまったらどうなるでしょう?
もう少し待てば、次の加工物が流れてきて一緒に熱処理ができたのに、という事態になるかもしれません。
また、もう少し待てば次の加工物が流れてくるかもしれないと考えて、待っていたらどうなるでしょう?
待っていたのに、次の加工物が全然流れて来なかった、という事態になるかもしれません。
そこで、一緒に熱処理ができる加工物が流れてくるのを「絶妙に待つ」スケジューリングロジックが求められます。
標準的な計画ロジックとのギャップ
一般的な生産スケジューラでは、熱処理の開始時間を、「初めに流れてくる加工物の後に、いつ・どれだけ他の加工物が流れてくるか分からない状態で」決める必要があります。
基本的には、全く待たない計画になってしまいます。

少し工夫して、例えば、開始時間を13:00と決めれば、13:00~翌日の13:00の間に流れてくる複数の加工物を一緒に熱処理できますが、あと1時間待って14:00に始めれば、炉の充填率を100%にできたのに、という事態も起こりえます。
プラグイン事例
始めに流れてくる加工物の到着時間を起点として、充填率が100%になるまで待って、熱処理を開始するスケジューリングロジックを実装しました。

さらには、充填率が100%になっていなくても、一定時間以上待つようなら熱処理を開始してしまうロジックも盛り込みました。

まとめ
炉の充填率を上げるスケジューリングロジックのプラグイン事例を紹介いたしました。
バッチ炉を使用する熱処理工程には、一緒に処理する製造物の組合せと、開始時間の選択肢が無限に存在するので、人手のスケジューリングでは大変手間が掛かります。
その分、スケジューラを適用する難易度も高いとも言えます。
この様な特色のある工程においては、上手にプラグインを加えられるかどうかが、スケジューラ適用成功のカギとなります。
筆者
プロフィール
岩島 健裕 Takehiro Iwashima
経歴:
新卒入社後、販売管理システム導入支援(プログラマ)を2年間経験する。
その後、10年以上に渡り、生産スケジューラの導入支援に携わる。現在は、導入プロジェクトのリーダーとして、ユーザと実装メンバーを繋ぐ役割を担う。
得意技は、生産スケジューラの標準機能では実装できないスケジューリング要件への対応(プラグイン)。
設計に留まらず、時にはプログラミングも担当する。
生産スケジューラ『Asprova』
基本ガイドブック
お困りごとがありましたら、お気軽にお問合せください。